Portafilter locking symmetry test
This article is based on an earlier Decent Espresso machine version. If you're interested in the history of our espresso machines, keep scrolling. If not, you can find info about our newest versions here and the machines themselves here.
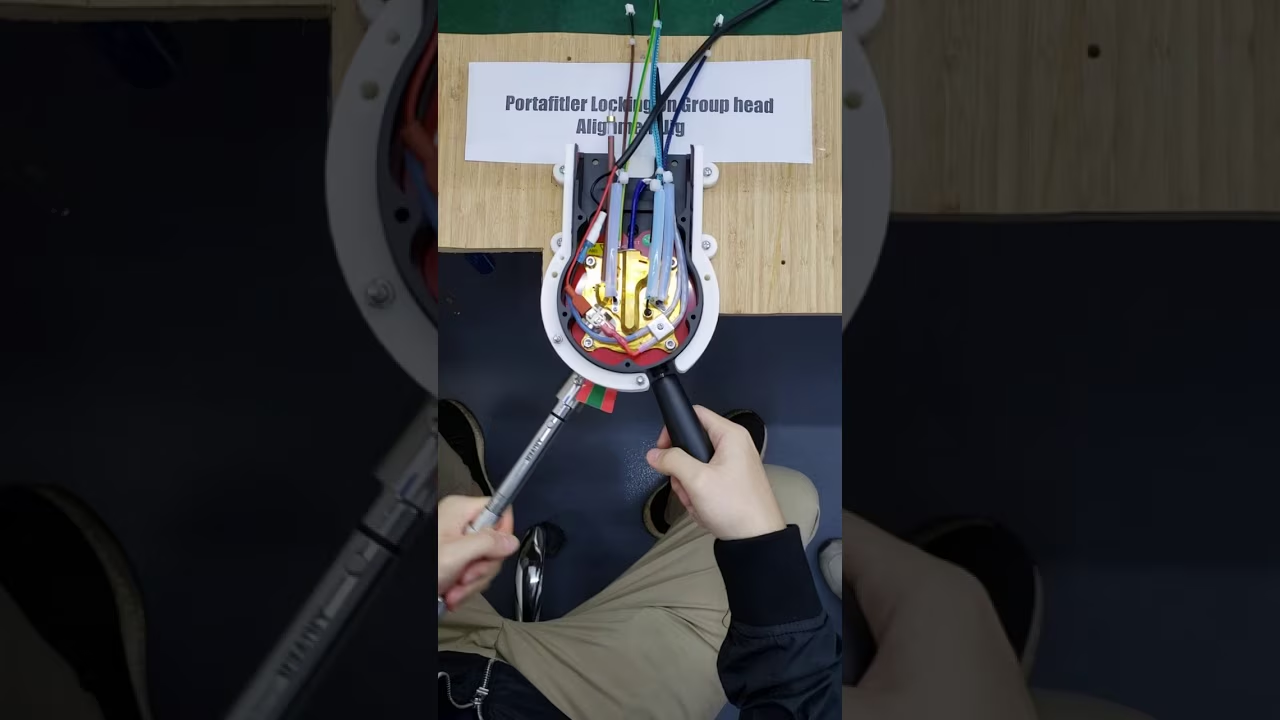
I reported on this goal some time ago, but it's taken a while to design, debug and build. This model uses a torquing wrench which "gives up" at a certain strength.
Our v1.4 machines have each been taking about 30 minutes more to build, because the locking point of the portafilters was not consistent, due to a small variation in thickness on two different parts. We've had to disassemble each group head and re-assemble them with the right spacer (0.4mm 0.6mm 0.8mm) to get this alignment just right.
For our v1.42 machines, we're sending this jig to our CNC metal supplier, so that they can verify that all the parts they've made for us are exactly the right size, and we don't have to do this annoying rework.
john created 2020/12/14, updated 2025/01/06